Substitution
3.1 Verfahrensauswahl
Im Rahmen des STOP-Prinzips ist die erste zu beantwortende Frage, ob MSG-Schweißen überhaupt notwendig ist oder andere Verbindungsverfahren mit niedrigerer Belastung eine ökonomisch, technisch und ökologisch bessere Alternative sind (siehe auch Abb. 3).
Dazu gehören mechanische Fügeverfahren, zum Beispiel Durchsetzfügen, Nieten, Schrauben, oder schweißtechnische Arbeiten in geschlossenen Systemen, zum Beispiel automatisiertes Schweißen in Schweißkabinen, automatisiertes Spritzen in Spritzkabinen, additive Fertigung in geschlossenen Fertigungsautomaten (TRGS 528).
Wenn Schweißen notwendig ist, ist das geeignete Verfahren mit der niedrigsten Belastung auszuwählen.
3.2 Schweißzusatzwerkstoffe
Im nächsten Schritt ist zu prüfen, ob andere Schweißzusatzwerkstoffe verwendet werden können, die eine Verringerung der Schweißrauchemissionen insgesamt und/oder das Herabsetzen der Konzentration von bestimmten Komponenten im Schweißrauch in Aussicht stellen.
Untersuchungen deuten darauf hin, dass ca. 95 % der Schweißrauchmasse aus der Verdampfung des überhitzten Drahtendes im Lichtbogen stammen. Besonders die chemische Zusammensetzung des Schweißzusatzes und folglich auch die Verdampfungstemperaturen der einzelnen Komponenten haben daher eine entscheidende Bedeutung für die chemische Zusammensetzung des Schweißrauchs.
Zur Minimierung der Gefahrstoffemissionen sind die von den Herstellfirmen der Elektroden oder Gase empfohlenen Schweißparameter einzuhalten (TRGS 528).
3.3 Verfahrensparameter an Schweißgeräten
Die dem System zugeführte Energie hat einen sehr großen Einfluss auf die Emission. Es gibt Möglichkeiten, das Entstehen und den Austritt von Teilen des Metalldampfes, der im Lichtbogen durch elektrischen Leistungsumsatz erzeugt wird, zu beeinflussen. Dadurch beeinflussen die eingestellten Verfahrensparameter die Emission deutlich.
Das betrifft zum einen die Emissionsrate, zum anderen die Ausbreitung der Emissionen und damit die Möglichkeiten der wirksamen, örtlichen Rauchabsaugung. Die Wirksamkeit einer verwendeten örtlichen Rauchabsaugung wird begünstigt, wenn der Schweißrauch sich in Richtung des Absaugorts ausbreitet, zum Beispiel durch die Thermik der Rauchsäule. Die Situation bei der Verwendung energiearmer Verfahrenseinstellung ist eine andere als bei energiereicher Einstellung.
Verfahrensparameter sind neben der Auswahl einer bestimmten Prozessregelvariante auch deren Einstellwerte an der Schweißstromquelle. Zusätzlich können auch die Brennerpositionierung und die Schweißgeschwindigkeit beeinflusst werden. Bei gleicher Abschmelzleistung können sich die Schweißrauchemissionen bei unterschiedlich parametrierten MSG-Schweißprozessen erheblich unterscheiden.
Beim MSG-Schweißen kann eine Reduzierung der Schweißrauchemissionen durch eine Wellenformsteuerung des Schweißstroms und eine entsprechende Wahl der Prozessregelvarianten erreicht werden (z.B. geregelter Kurzlichtbogen) (TRGS 528).
Grundsätzlich liegen bei instabil eingestellten und stark spritzenden Schweißprozessen höhere Emissionsraten und ungünstigere Rauchabsaugbedingungen vor als bei optimaler Einstellung der Verfahrensparameter.
Folgende verfahrensspezifische Kriterien führen immer zu einer Verringerung der Emissionsrate:
- energiearmer Lichtbogen
- kürzerer Lichtbogen
- Impulslichtbogen
Die einzelnen Schweißstromquellenherstellfirmen haben jeweils sehr unterschiedliche Prozessregelvarianten in ihren Produkten implementiert. Eine Übersicht wird für das MSG-Schweißen im Merkblatt DVS 0973 gegeben.
Weitere Hinweise zur Einstellpraxis findet man für das MAG-Schweißen im Merkblatt DVS 0932.
3.4 Prozessgase (Schweißschutzgase)
Gase und Mischgase für das Lichtbogenschweißen und verwandte Prozesse sind in der DIN EN ISO 14175 genormt. Die Einteilung der Prozessgase in Haupt- und Untergruppen (Tabelle 2, ISO 14175) bietet Anwendenden bereits eine gute Orientierung in Bezug auf die chemischen Eigenschaften und das metallurgische Verhalten.
Für das MSG-Schweißen sind die relevanten Hauptgruppen in Tabelle 2 dargestellt.
Da das MAG Schweißen von unlegierten und niedriglegierten Stählen mit Massivdrahtelektroden und M20- oder M21-Mischgasen das mit Abstand am meisten genutzte MSG-Verfahren ist und somit auch am häufigsten Beschäftigte durch Schweißrauch gefährden kann, wird hier der Einfluss der Prozessgase näher erläutert.
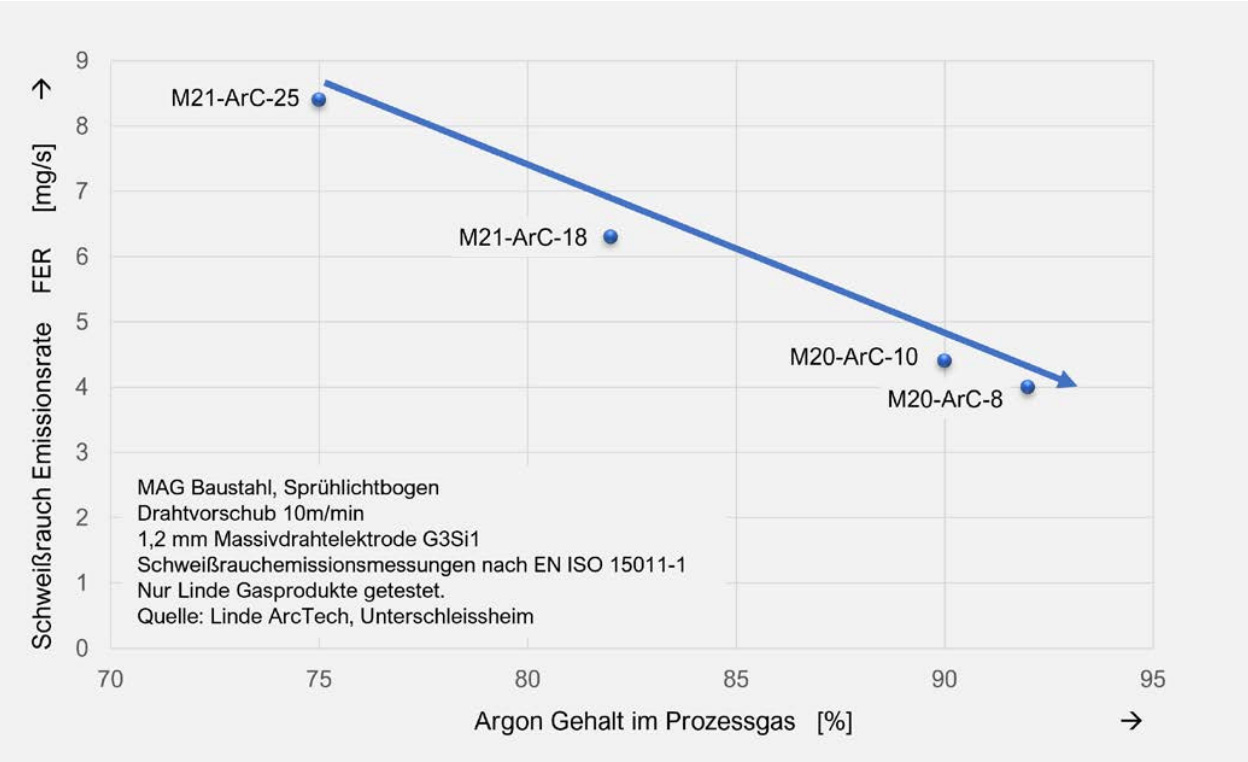
Der CO₂-Anteil im MAG-Mischgas beeinflusst nicht nur die chemischen Reaktionen im Lichtbogen und in der Schmelze (z.B. Oxidation, Legierungsabbrand, etc.), sondern auch den Lichtbogenansatzpunkt an der abschmelzenden Drahtelektrode. Mit zunehmendem CO₂-Anteil wird die Tropfenablösung erschwert, das Drahtende überhitzt und mehr Metalldampf erzeugt. Da dieser Metalldampf hauptsächlich für die Schweißrauchemissionsrate verantwortlich ist, gibt es somit eine direkte Abhängigkeit zwischen dem CO₂-Gehalt im Mischgas und der Schweißrauchemissionsrate (DVS Band 377, DVS Studie: Entstehung von Schweißrauch beim Metallschutzgasschweißen).
Als Orientierung für die quantitative Auswirkung des Prozessgases auf die Schweißrauchemissionsrate sind in Abbildung 5 beispielhaft 4 Messwerte dargestellt (Quelle: vereinfachte Grafik aus „Schweißen und Schneiden“, Ausgabe 6/2022, Seiten 386–392). Die Mischgasgruppen M20 und M21 umfassen unterschiedliche Produkte mit 5−25% CO₂ in Ar. Bereits in dieser CO₂-Spannbreite kann sich die Schweißrauchemissionsrate bei gleicher Abschmelzleistung verdoppeln.
Tabelle 2 Übersicht der Prozessgas Hauptgruppen für das MSG-Schweißen
| Hauptgruppe nach ISO 14175 | MSG-Verfahren / Grundwerkstoffe | Anmerkungen |
|---|---|---|
| I (inert) | MIG-Schweißen/Aluminium und seine Legierungen, andere Nichteisen-Metalle und deren Legierungen |
|
| M1 | MAG-Schweißen/nichtrostende Stähle, hochlegierte Werkstoffe |
|
| M2 | MAG-Schweißen/unlegierte und niedriglegierte Stähle |
|
| M3 | ||
| C (CO₂) |
Verschiedene Laboruntersuchungen bestätigen diese Abhängigkeit der Schweißrauchemissionsrate vom CO₂-Gehalt auch für weitere MAG-Varianten, mit entsprechenden „Verschiebungen“ der Trendlinie:
- Beim MAG-Impulslichtbogen mit Massivdraht verschiebt sich die Trendlinie nach unten, die Schweißrauchemissionswerte liegen alle niedriger als beim Sprühlichtbogen; das gilt auch für die „energiearmen“ Lichtbogenarten.
- Beim MAG-Schweißen mit Metallpulver-Fülldrähten ist die Trendlinie insgesamt etwas höher als beim Sprühlichtbogen mit Massivdraht.
- Beim MAG-Schweißen mit Schlacke bildenden Fülldrähten verschiebt sich die Trendlinie stärker nach oben; Schweißrauchemissionsraten bei Einsatz von M21/M20-Mischgasen sind immer noch niedriger als beim Einsatz von reinem CO₂ (Gruppe C) für denselben Fülldraht.
Erwägt ein Betrieb die Optimierung des Prozessgases als Substitutionsmaßnahme zur Schweißrauchminderung, hilft die Gase-Bezeichnung nach DIN EN ISO 14175 dabei, geeignete Alternativen mit weniger CO₂-Gehalt zu identifizieren.
Diese Bezeichnung enthält unabhängig von der Herstellfirma die genaue Zusammensetzung (siehe Beispiel Abb. 5).
Bei der Umsetzung im Betrieb gelten, wie bei allen anderen Substitutionsmaßnahmen, die Empfehlungen zur Qualitätssicherung wie am Anfang des Abschnitts 3 beschrieben. Hervorzuheben sind hier die Gasempfehlungen der Drahtelektrodenherstellfirmen als notwendige Voraussetzung für das Erreichen der mechanisch technologischen Gütewerte.
Falls zu bestimmten Zusatzwerkstoffen bereits „Schweißrauchdatenblätter“ nach ISO 150114 mit unterschiedlichen Prozessgasen vorliegen, ist das ebenfalls eine anerkannte Informationsquelle für die Substitutionsprüfung (TRGS 528, TRGS 600).
© Linde GmbH Gases Division
Detaillierte Informationen zu den einzelnen Gasgemischen und deren möglichen Einfluss auf die Schweißrauchemissionsrate und das Schweißergebnis bieten beratend auch die Industriegase-Herstellfirmen, die Schweißtechnischen Lehr- und Versuchsanstalten (SLVen) und andere schweißtechnisch kompetente Institutionen an.