Technische Schutzmaßnahmen
3.5 Erfassung und Absaugung
Ist die Freisetzung von Schweißrauchen nicht zu vermeiden, sind technische Schutzmaßnahmen erforderlich. Die Rauche müssen erfasst werden, bevor sie in den Atembereich der schweißenden Personen gelangen.
Damit wird zugleich die Belastung der Umgebungsluft vermieden oder zumindest reduziert.
Die folgenden Schutzmaßnahmen gelten in erster Linie für das Handschweißen und das teilmechanische Schweißen. Für das vollmechanische und das automatische Schweißen sind aufgrund des größeren Abstands der schweißenden Personen von der Gefahrenstelle andere Maßnahmen möglich.
Der Gesamtwirkungsgrad eines Absaug- und Filtersystems ergibt sich aus der Multiplikation von Erfassungsgrad und Abscheidegrad. Für eine gute Wirksamkeit des Systems ist es somit zunächst erforderlich, einen möglichst großen Anteil der Schweißrauche zu erfassen. Das erscheint umso einfacher, je näher an der Schweißstelle man mit der Absaugung ansetzt. Allerdings sind dabei einige Punkte zu beachten.
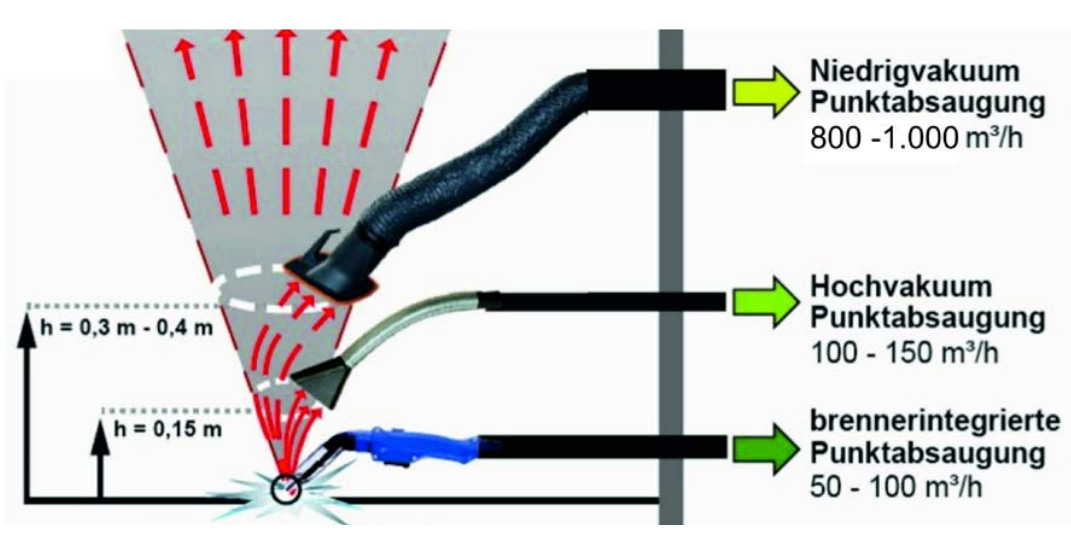
Abbildung 6 zeigt die drei verschiedenen, typischerweise verwendeten Arten der Absaugung für Schweißrauche.
An Arbeitsplätzen ist auch eine Kombination der Systeme möglich.
Je näher an der Entstehungsstelle die Absaugung ansetzt, umso geringer ist der erforderliche Luftvolumenstrom.
Der geringste Luftvolumenstrom wird für eine Absaugung direkt am Schweißbrenner, die sogenannte brennerintegrierte Absaugung, benötigt. Allerdings sind die Querschnitte für die Luftführung in Handgriff und Schlauchpaket auch so gering, dass ein großer Unterdruck erforderlich ist, um diesen Luftvolumenstrom zu erreichen.
© BGHM
Ein großer Vorteil der brennerintegrierten Absaugung besteht darin, dass die Absaugung automatisch immer an der richtigen Stelle ist, also nicht manuell nachgeführt werden muss. Andererseits liegt in der großen Nähe zur Schweißstelle auch die Gefahr, dass die Schutzgasabdeckung der Schweißstelle gefährdet wird, wenn zu viel abgesaugt wird. Daher ist eine gute Abstimmung von Absaugbrenner und Absauggerät erforderlich.
Gerade in den letzten Jahren wurde dieses System technisch weiter untersucht, die Absaugbrenner wurden ergonomisch optimiert und die Absauggeräte hinsichtlich ihrer Leistung weiterentwickelt. Daher nimmt der Anteil dieses Systems aktuell auch zu.
Je nach Schweißleistung, Nahtform, Schweißposition und Brennerführung sind mit einer brennerintegrierten Absaugung Erfassungsgrade bis über 90 % erreichbar.
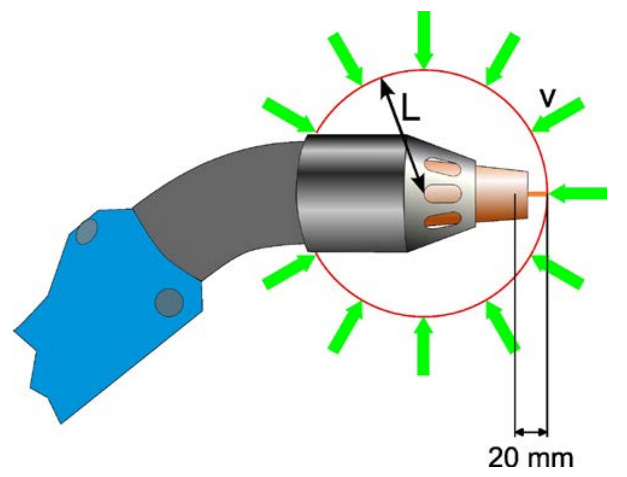
Die Norm DIN EN ISO 21904-1 und -4 legt den notwendigen Absaugvolumenstrom über die induzierte Luftgeschwindigkeit (v) an der Schweißstelle fest (20mm vom Kontaktrohr gemessen, siehe Maß L). Die Angaben dazu und zum erforderlichen Unterdruck liefert die Herstellfirma des Absaugbrenners.
© BGHM
Beim Einsatz brennerintegrierter Absaugungen müssen der Mindest- und der Maximal-Absaugvolumenstrom sowie der zur Erzeugung des Volumenstroms notwendige Unterdruck während des Schweißprozesses eingehalten werden.
Die Absaugung mit Absaughauben an flexiblen, selbsttragenden Absaugarmen wirkt aufgrund des größeren Luftvolumenstroms und des damit verbundenen größeren Saugfelds bis zu einer Entfernung von etwa 30cm zur Schweißstelle. Damit ist eine Gefährdung der Schutzgasabdeckung nahezu ausgeschlossen.
Da auch Nachrauche gut erfasst werden, ist das Potenzial der Absaugarme für einen hohen Erfassungsgrad noch größer als bei der brennerintegrierten Absaugung. Allerdings ist dafür ein kontinuierliches Nachführen der Absaughaube erforderlich, damit die Schweißstelle immer im Erfassungsbereich der Absaughaube liegt. Damit das in der Praxis auch erfolgt, ist es sehr wichtig, dass der Absaugarm leichtgängig und die Absaughaube einfach zu positionieren ist. Nur dann wird der Absaugarm auch sachgerecht genutzt.
Für Niedrigvakuum-Punktabsaugungen mit einem Nenndurchmesser von 160mm hat sich ein Volumenstrom im Bereich von 800 bis 1000 m³/h bewährt. Die Thermik der Schweißrauche soll möglichst genutzt werden.
Die Norm DIN EN ISO 21904-1 schreibt Angaben zum erforderlichen Luftvolumenstrom auf der Absaughaube vor. Außerdem limitiert sie die zur Positionierung der Absaughaube benötigte Kraft.
Die in Abbildung 6 zwischen diesen beiden Systemen dargestellte Hochvakuum-Punktabsaugung mit Absaugdüsen ist eher eine Lösung für spezielle Anwendungen, zum Beispiel, wenn die Schweißstellen sich immer an der gleichen Stelle befinden.
Die für eine wirksame Absaugung notwendigen Luftvolumenströme und Unterdrücke müssen bei der Planung der Absauganlage ermittelt und dauerhaft sichergestellt werden. Bei der Planung von zentralen Absaugsystemen ist die maximal auftretende Gleichzeitigkeit der Absaugstellen zu berücksichtigen.
Auf den Erfassungselementen (Absaugdüsen) muss der für ein angegebenes Saugfeld nötige Volumenstrom vermerkt sein. Der Volumenstrom der Absauganlage ist entsprechend zu dimensionieren.
Hinweis
Das gewählte Absaugverfahren muss zur ausgeführten Schweißtätigkeit passen. Beispielsweise sind Absaugarme in Niedrigvakuumtechnik gut geeignet für Schweißnähte, die nicht länger sind als ca. 30cm, da sie dann während des Schweißens nicht nachgeführt werden müssen. Bei Schweißarbeiten in Behältern sind diese Absaugarme ungeeignet. Für lange Schweißnähte sind meist Absaugbrenner die geeignete Lösung.
Häufig wiederkehrende Schweißnähte können auch mit speziell angepassten Erfassungselementen abgesaugt werden.
Die Auswahl des Absaugverfahrens muss daher die Größe der Bauteile sowie die Lage und Zugänglichkeit der Schweißnähte berücksichtigen. Auf die leichte Positionierbarkeit der Erfassungselemente sollte dabei geachtet werden.
Damit eine gute Erfassung der Schweißrauche in der Praxis auch erreicht und dauerhaft gehalten wird, sind die Absaugvolumenströme bei der Inbetriebnahme und regelmäßig wiederkehrend (min. 1-mal jährlich) zu prüfen.
Die abgesaugte Luft kann nach draußen abgeführt werden. Sie kann auch gereinigt und in den Arbeitsbereich zurückgeführt werden (Reinluftrückführung).
Beim Schweißen hochlegierter Stähle können krebserzeugende, erbgutverändernde und fortpflanzungsgefährdende (KMR-)Stoffe entstehen. In diesem Fall ist die Reinluftrückführung nur erlaubt, wenn nach DIN EN ISO 21904-1 geprüfte und zertifizierte Absauggeräte eingesetzt werden. Diese Geräte sind mit „W3“ gekennzeichnet und werden mit einem Zertifikat über die Prüfung ausgeliefert.
Als zusätzliche lüftungstechnische Maßnahme kann in Abhängigkeit von den Randbedingungen eine technische Raumlüftung erforderlich sein.
Wenn eine Direktabsaugung nicht umsetzbar ist, bei automatisierten Schweißprozessen oder als zusätzliche lüftungstechnische Maßnahme, kann in Abhängigkeit von den Randbedingungen eine technische Raumlüftung erforderlich sein. Wirtschaftlich betrachtet, werden diese Lüftungen oft in Kombination mit der Absauganlage und einer Wärmerückgewinnung eingesetzt.
3.6 Bauliche Maßnahmen
Zum Schutz von Dritten kann es notwendig sein, verschiedene Arbeitsbereiche baulich voneinander abzutrennen.
Details hierzu sind in der TRGS 528 aufgeführt.
3.7 Maßnahmen zur Raumlüftung
Kann der Schutz der anderen Beschäftigten im Gefahrenbereich nicht mit den vorher genannten Maßnahmen sichergestellt werden, müssen unterstützend Maßnahmen zur Raumlüftung getroffen werden. Schweißende Personen atmen die Schweißrauche mehr oder weniger direkt aus der Schweißrauchfahne ein. Daher tragen Maßnahmen zur Raumlüftung nicht zum Schutz dieser Personen bei.
Maßnahmen zur Raumlüftung sind im Vergleich zu Absauganlagen aufwändiger in Anschaffung und Betrieb.
Eine Kombination aus Absauganlage und Raumlüftung mit Wärmerückgewinnung kann aus wirtschaftlicher Hinsicht sinnvoll sein und für den vorgeschriebenen Frischluftanteil sorgen.
Zur Dimensionierung einer Hallenlüftung sollte die Emissionsrate der Schweißrauche bekannt sein. Von dieser Emissionsrate werden die Schweißrauchmengen abgezogen, die an der Entstehungsstelle abgeführt wurden.
Bei der Auslegung der Hallenlüftung muss für eine gezielte Durchströmung der Halle gesorgt werden. Im Wesentlichen bestimmt die Zuluft, wie sich die Luftströmung in der Halle ausprägt.
© BGHM
Es werden grundsätzlich zwei Arten der technischen Raumlüftung unterschieden.
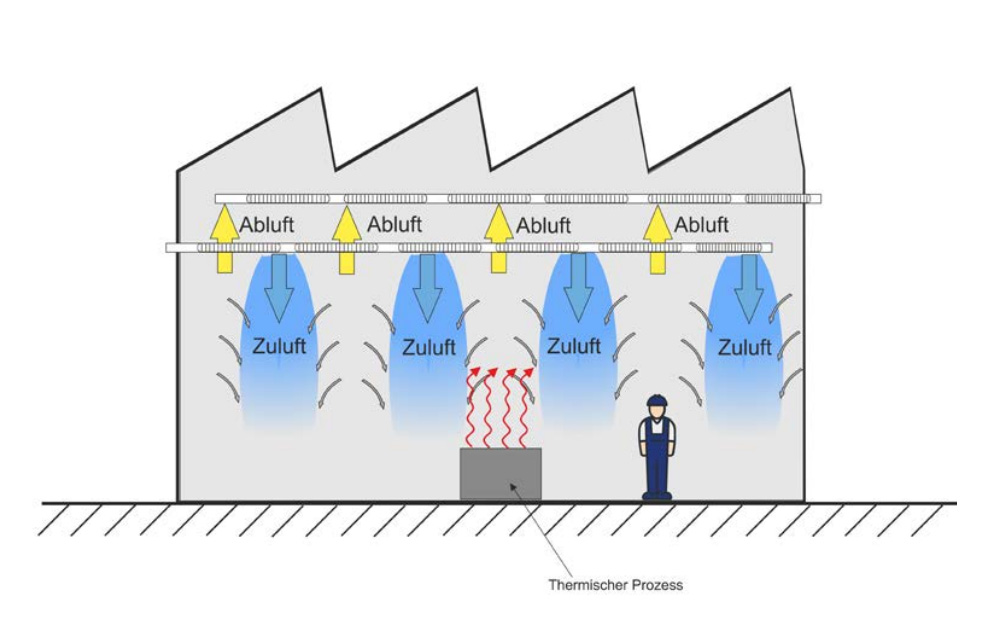
Bei der Mischlüftung wird Zuluft mit großem Impuls in den Raum eingebracht und vermischt sich mit der belasteten Raumluft. Auf diese Weise wird eine Verdünnung der Konzentration der Luftverunreinigungen in der Raumluft erreicht.
Das Prinzip der Mischlüftung fördert die Verschleppung der Schweißrauche in bisher unbelastete Bereiche. Zuund Abluftöffnungen werden meist unter der Hallendecke verlegt. Bei ungünstiger Auslegung kann die Zuluft auf direktem Weg zu den Abluftöffnungen gelangen. Dieser strömungstechnische „Kurzschluss“ kann zu mangelhafter Durchströmung des unteren Hallenbereichs führen.
Hinweis
Freie Lüftung ist der Luftaustausch von Raumluft gegen Außenluft durch Druckunterschiede infolge von Wind oder Temperaturdifferenzen mit Hilfe von Zu- und Abluftöffnungen im Raum. Der durch freie Lüftung erreichbare Luftaustausch ist abhängig von Faktoren wie Dichtigkeit des Gebäudes, der Fenster, Türen und Tore und ihrer Nutzung, von Wind und Wetter und von inneren thermischen Lasten. Der Luftaustausch schwankt stark und ist schwer beeinflussbar. Die freie Lüftung ist damit zum Beseitigen von Schweißrauchen nicht geeignet.
© BGHM
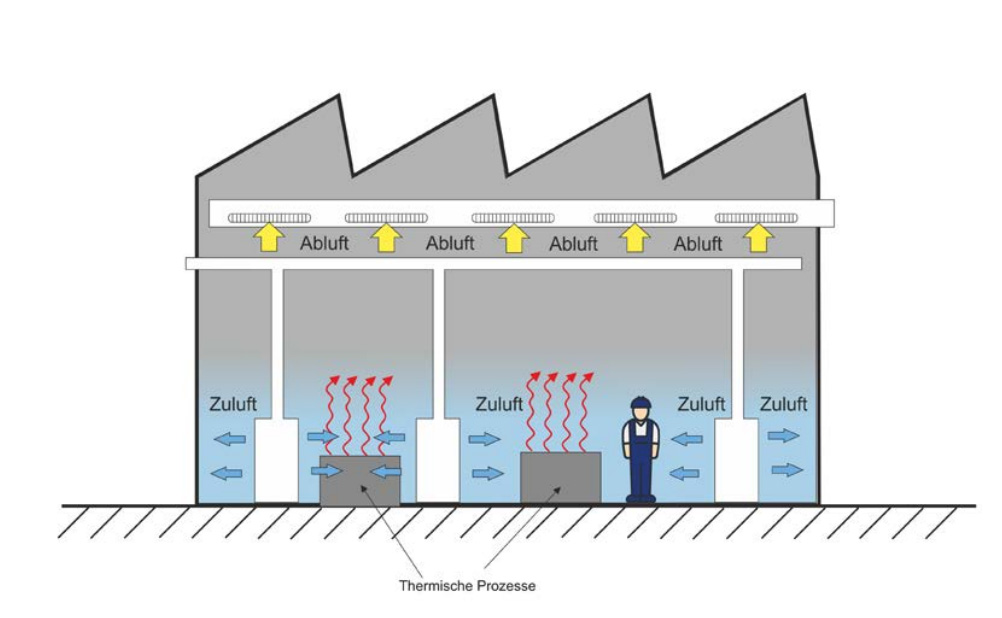
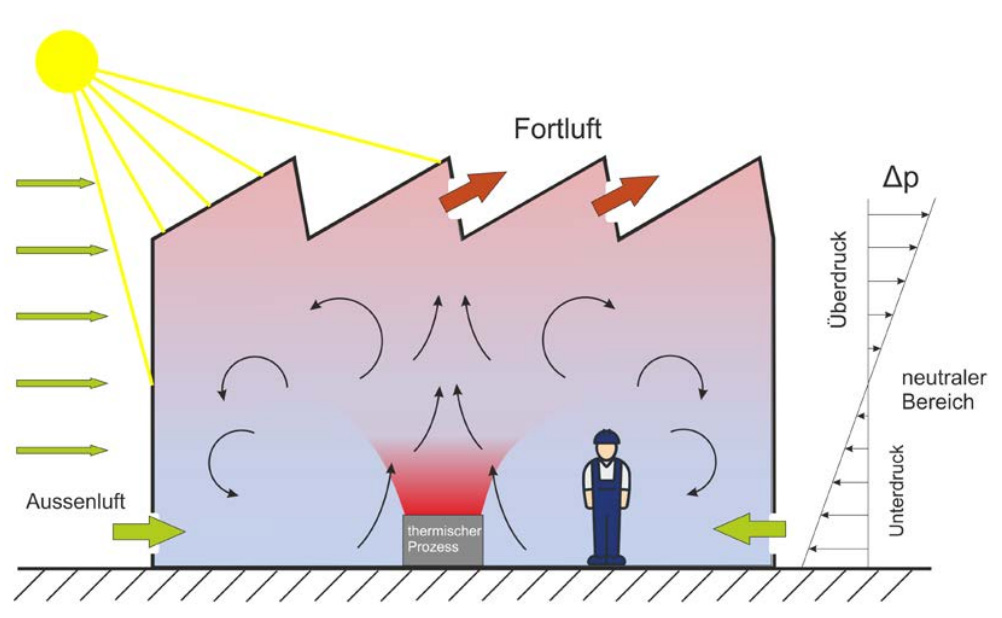
Sind in einem Raum Wärmequellen vorhanden (z.B. Öfen, Maschinen, warme Produkte, viele Menschen), werden mit dem dabei entstehenden Thermikstrom Stoffund Wärmelasten nach oben transportiert, wo sie dann abgeführt werden sollen. Bei der Schichtlüftung wird der durch Thermik aufsteigende Luftstrom durch unbelastete Zuluft im Bodenbereich ersetzt. Dadurch wird ein Rückströmen belasteter Luft aus dem Deckenbereich verhindert. So entsteht im Arbeitsbereich eine weitgehend unbelastete Luftschicht.
Das Schweißen stellt in Bezug auf die Halle keinen starken thermischen Prozess dar. Die Schichtlüftung kann ihre Stärken also nicht ausspielen. Sie sorgt dennoch für eine gute Durchströmung der Halle. Ein strömungstechnischer Kurzschluss ist aufgrund der Anordnung von Zu- und Abluft nicht möglich.